 |















| Quantity: | |
|---|---|
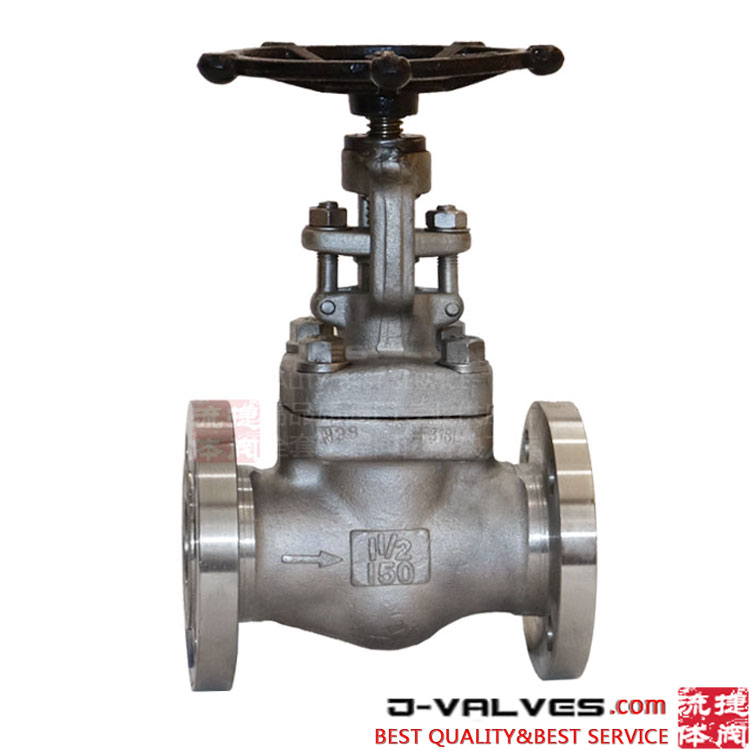
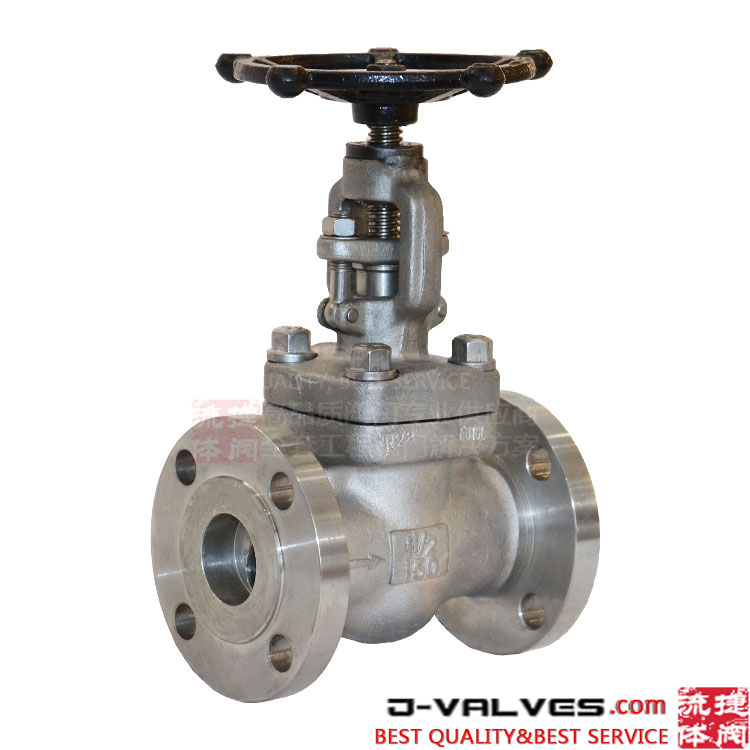
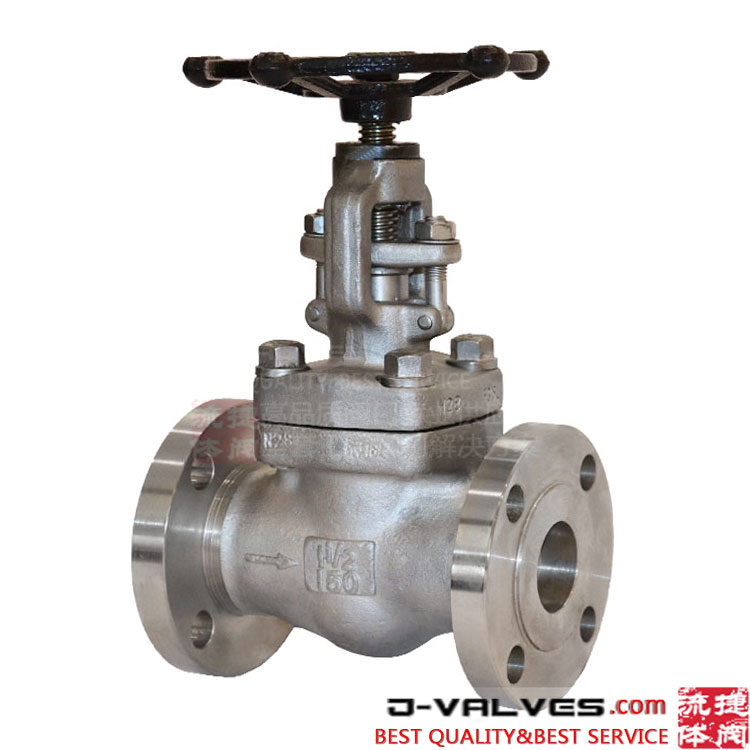
API602 1 1/2inch 150LB Stainless Steel F316L Flange RF Gate Valve
Material: The valve body and stem are made of ASTM A182 F316L stainless steel, featuring excellent corrosion resistance and high strength.
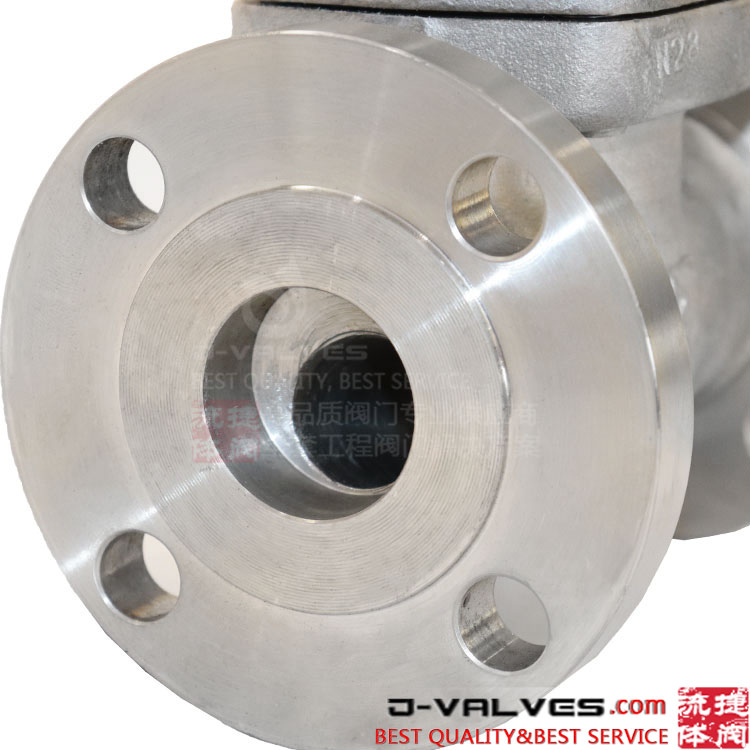
Connection Method: Flange connection (RF), conforming to ASME B16.5 standard, ensuring reliable installation and sealing performance.
Operation Mode: Manual operation with a handwheel, facilitating on-site operation and maintenance.
Disc Design: Fully guided solid wedge disc, reducing wear on the sealing surface and extending service life.
Sealing Performance: Independent backseat design provides reliable sealing performance and reduces leakage risks.
Low-Emission Design: Low-emission packing compliant with ISO 15848 standard, reducing medium leakage and protecting the environment.
Size: 1 1/2 inch (DN40)
Pressure Class: 150 LB (PN20)
Temperature Range: -29℃ to 300℃
Valve Body Material: ASTM A182 F316L
Disc Material: ASTM A182 F316L + STL.6
Connection Method: RF (flange connection)
Operation Mode: Manual (handwheel)
Design Standards: API 602, ASME B16.34
Testing Standard: API 598
Face-to-Face Dimensions: Compliant with ASME B16.10 standard
Oil and Gas Industry: Used in exploration, gathering, processing, and transportation systems of oil and gas fields to ensure reliable isolation and control of media.
Chemical Industry: Suitable for transportation and reaction systems of various chemical media, preventing medium leakage and ensuring production safety.
Pharmaceutical Industry: Applied in pipeline systems during pharmaceutical production to ensure medium isolation and cleanliness in the drug manufacturing process.
Food and Beverage Industry: Meets food-grade requirements, used in pipeline systems for food and beverage production to ensure hygiene and safety.
Urban Gas Industry: Used in pressure regulating stations, gas storage stations, and gas transmission pipelines of urban gas networks to ensure safe supply and stable transportation of gas.
High Reliability: Fully guided solid wedge disc and independent backseat design ensure stable operation of the valve under various working conditions, reducing maintenance frequency and downtime.
High Safety: Low-emission packing design reduces medium leakage, lowering the risks of fire, explosion, and leakage.
Easy Installation and Maintenance: Flange connection simplifies the installation process, and the compact structure of the valve facilitates maintenance and overhaul.
Wide Application Range: Multiple material options and a wide range of pressure and temperature ranges enable it to adapt to various complex working conditions and medium characteristics.







































